
![]()
آزمايش ذرات مغناطيسي MAGNETIC PARTICLE TESTING تست غیر مخرب ndt تست MT ساخت وتولید
آزمايش ذرات مغناطيسي MAGNETIC PARTICLE TESTING
-1قواعد مغناطيس
به موادي نظير آهن، نيكل و كبالت كه در اثر مغناطيس شدن، شديداً همديگر را جذب ميكنند مواد فرو مغناطيس گفته ميشود. ساير مواد مانند اكسيژن كه به صورت ضعيف توسط ميدانهاي مغناطيسي جذب ميشوند را مواد پارامغناطيس گويند. مواد ديامغناطيس به موادي نظير شيشه گفته ميشود كه به ندرت ممكن است توسط ميدانهاي مغناطيسي تحت اثر قرار گيرند.
خطوط شارمغناطيسي از قطب S به قطب N جريان يافته، از قطب N خارج شده و دوباره از قطب S وارد ميشوند. شارمغناطيسي حلقههاي بستهاي را ايجاد نموده كه هرگز يكديگر را قطع نميكنند. به يك سانتيمتر مربع از هر خط شارمغناطيسي يك گاوس گفته ميشود. خطوط شارمغناطيسي در نزديگي قطبها متراكم تر بوده، همواره مسير با مقاومت مغناطيسي كمتر را طي ميكنند.
سر فصلها در ادامه ی مطلب.......( 17 صفحه )
2-آهنرباها و ميدانهاي مغناطيس
3- ناپيوستگيها و عيوب
4-ميدانهاي مغناطيسي القايي
5- ميدانهاي مدوّر و طولي
6- انتخاب روش مغناطيس نمودن
7- بازرسي بوسيله ذرات مرطوب و خشك
8- پيشرفتهايMT
9- ميدانهاي پس ماند و مغناطيس زدايي
10- منحني پسماند
11- انتخاب تجهيزات
12- مزايا و معايب روش
13-ناپيوستگيها و عيوب
14- نشانههاي نامربوط
برای دانلود فایل pdf تست MT ، بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
دانلود پروژه پایان نامه ربات مسیر یاب (هفت سنسور) ساخت وتولید
فهرست مطالب موجود در متن پایان نامه
· مقدمه 1
· فصل اول (رباتها ، تاریخچه و انواع آنها) 2
· 1-1- ربات 3
1-1-1- تعاریف ربات 4
1-1-2- علم رباتیک 6
1-1-3- مزایای رباتها 7
1-1-4- معایب رباتها 7
· 1-2- تاریخچه رباتها 8
· 1-3- دسته بندی رباتها 12
1-3-1- دسته بندی اتحادیه رباتهای ژاپن 12
1-3-2- دسته بندی موسسه رباتیک آمریکا 13
1-3-3- دسته بندی اتحادیه فرانسوی رباتهای صنعتی 13
· 1-4- انواع رباتها 14
1-4-1- رباتهای متحرک 14
1-4-2- ربات همکار 15
1-4-3- نانوبات 16
· 1-5- طبقه بندی رباتها 18
1-5-1- طبقه بندی رباتها از نظر کاربرد 18
1-5-1-1- رباتهای صنعتی 18
1-5-1-2- رباتهای شخصی و علمی 18
1-5-1-3- رباتهای نظامی 18
1-5-2- طبقه بندی رباتها از نظر استراتژی کنترل 19
1-5-2-1- نسل اول 19
1-5-2-2- نسل دوم 19
1-5-2-3- نسل سوم 20
1-5-2-4- نسل چهارم 21
1-5-3- طبقه بندی رباتها از نظر محرک مفصلها 23
1-5-3-1- سیستمهای الکتریکی 23
1-5-3-2- موتورهایDC 23
1-5-3-3- موتورهایAC 24
· فصل دوم (کاربرد رباتها و اجزاء آنها) 25
· 2-1- کاربرد رباتها 26
2-1-1- ربات آدم نمای اعلام خطر 26
2-1-2- رباتها برای تقلید رفتار حیوانات 27
2-1-3- ربات تعقیب خط 28
2-1-4- ربات حس کننده تماس 29
2-1-5- ربات آبی، برای یافتن جعبه سیاه هواپیما 30
2-1-6- ربات پذیرش 31
· 2-2- اجزاء اصلی یک ربات 32
2-2-1- بازوی مکانیکی ماهر 32
2-2-2- سنسورها 34
2-2-2-1- سنسورهای بدون تماس 34
2-2-2-2- سنسورهای القائی 35
2-2-3- کنترلر 39
2-2-4- واحد تبدیل توان 41
2-2-4-1- موتور 41
2-2-4-2- دسته بندی کلی موتورها 42
2-2-5- محرک مفاصل 44
· فصل سوم (ربات مسیریاب) 45
· 3-1- ربات مسیریاب 46
3-1-1- ربات مسیر یاب 7 سنسور 47
3-1-2- شرح عملکرد ربات مسیر یاب 49
3-1-3- ساختن ربات مسیر یاب 50
3-1-4- مدار ربات مسیر یاب 52
3-1-5- برنامه ربات مسیر یاب 53
3-1-6- شکل ربات مسیر یاب 7 سنسور 55
· منابع و ماخذ 56
برای دانلود فایل word بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه کارآموزی مخازن تحت فشار با فرمت word ساخت وتولید
فهرست مطالب موجود در متن
مقدمه و معرفی محل کارآموزی........................................4
مقدمه اصول ساخت مخازن تحت فشار..........................5
تعاریف اولیه ...........................................................................7
مخزن تحت فشار ..................................................................7
فشار و دمای کاری ...............................................................7
درجه حرارت طراحی ( UG-20).........................................8
حداکثر فشار کاری مجاز .....................................................8
فشار تست هیدرواستاتیک ( UG-99 )..............................9
ماکزیمم تنش مجاز ( UG-23 )...........................................9
استحکام اتصالات ( UW-12).............................................9
انتخاب مواد ............................................................................12
کنترل ورق های ورودی ......................................................16
کنترل لوله های ورودی ......................................................17
کنترل فلنج ها زانویی ها و اتصالات ورودی به کارخانه18
ابعاد و اندازه ورق ها ............................................................18
دستور برش ورق .................................................................19
پارامترهای کنترل ورق های بریده شده .......................20
مونتاژ شل به Head..............................................................22
طریقه محور بندی کردن مخزن (اکس بندی کردن).23
طریقۀ استفاده از شیلنگ تراز.........................................24
انواع فلنج ها .......................................................................25
مونتاژ کردن نازل به شل .................................................26
Saddleیا پایۀ مخزن ..........................................................27
عدسی یا Head....................................................................28
تست هیدرواستاتیک .......................................................29
رنگ آمیزی ........................................................................29
کالیبره کردن کولیس ....................................................30
نتیجه گیری .....................................................................33
پیشنهاد .............................................................................34
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
آزمون فراصوتي Ultrasonic testing تست غیر مخرب ndt تست UT ساخت وتولید
آزمون فراصوتي Ultrasonic testing
1ـ مقدمــه
آزمون فراصوتي (UT) به صورت گستردهايي به منظور كنترل كيفيت قطعات در صنعت مورد استفاده قرار ميگيرد. مهمترين كاربردهاي اين تكنيك، كشف عيب و اندازهگيري ضخامت ميباشد. با استفاده از آزمون فراصوتي كشف جاهاي خالي، شكل ، اندازه و موقعيت آنها ميسر ميشود. امكان اندازهگيري ضخامت لولهها و جداره مخازن با تراگذارهاي Transducer فراصوتي فراهم بوده، اهميت كاربردي آن در مطالعات مرتبط با خوردگي Corrosion ميباشد.
فراصوت همچنين ميتواند به منظور تعيين تفاوتهاي ساختاري و خواص فيزيكي مواد مورد استفاده قرار گيرد. ريشه اين مسئله به تاثير پذيري يا حتي تضعيف امواج فراصوتي توسط روشهاي عمليات حرارتي، اندازه دانه و مدول الاستيسيته باز ميگردد.
مهمترين مزاياي آزمون فراصوتي عبارتند از :
ميتواند به منظور تعيين خواص مكانيكي و ريز ساختار Microstructure مورد استفاده قرار گيرد.
قابليت تصوير برداري را داراست .
اقتصادي و قابل حمل ميباشد.
براي تمام حالات ماده بجز پلاسما و فرآيند مكش قابل استفاده است.
از شدت نور تاثير نميگيرد.
2ـ كشف عيب
هنگامي كه يك كريستال پيزو الكتريك(Piezoelectric Crystal) توسط پالسهاي الكتريكي ولتاژ بالا تحريك شود با فركانس تشديد(Resonant Frequency) به ارتعاش درميآيد، در نتيجه نوساناتي با فركانس بالا توليد مينمايد. اين امواج صوتي كه توسط تراگذار يا واحد تحقيق(Search Unit ) ايجاد شدهاند به درون قطعهايي كه ميبايست بازرسي شود انتقال مييابند. تكنيك آزمون فراصوتي هنگامي كه تراگذار در تماس مستقيم با قطعه آزمون باشد به عنوان آزمون تماس ( Contact Testing ) شناخته شده است.
چنانچه عيوب يا ناپيوستگيهايي در قطعه آزمون وجود داشته باشد، نوعي عدم تطابق صوتي (Acoustic Mismatch)ايجاد ميگردد كه در نتيجه آن بخشي از يا همه انرژي فراصوتي به تراگذار بازتاب مييابد. يك كريستال پيزوالكتريك در درون تراگذار ، امواج صوتي بازتاب يافته يا « پژواك(Echo) » را به پالسهاي الكتريكي تبديل ميكند كه دامنه آنها در تناسب با خصوصيات عيب بوده ، زمان حركت يا زمان براش(Time of flight) آنها در درون قطعه به فاصله عيب از سطح ورودي بستگي دارد. امواج فراصوتي همچنين از سطح پشتي قطعه نيز بازتاب مييابند كه اين بازتاب نمايشگر كل فاصله پيموده شده توسط موج خواهد بود. نشانههاي عيب يا نشانههايي كه براي اندازه گيري ضخامت قطعه مورد استفاده قرار ميگيرند بطور پيوسته بر روي صفحه نمايش كامپيوتري ظاهر ميگردند.
مطالب زیر در فایل UT مورد بررسی قرار گرفته شده اند
3-فركانس frequency
4-انتشار امواج فراصوتي
5-امپرانس صوتي Acoustic Impedance
6-بازتاب و شكست Reflection and Refraction
7-مناطق فرنل و فرانهوفر Fresnel and Fraunhofer Fields
8-توليد امواج فراصوتي
9-ساختمان واحد تحقيق (تراگذار)
10-روشهاي آزمون
11-تجهيزات آزمون فراصوتي
12-رويه آزمون
13-تكنيكهاي پيشرفته آزمون فراصوتي
13-1- روش زمان پرواز پراش
13-2- پروبهاي آرايه فازي
تكنيك آزمون تماسي پالس ـ پژواك
تكنيك آزمون غوطه وري پالس ـ پژواك
توليد كننده پالس فراصوت UT
چهار نوع اساسي انتشار امواج فراصوتي عبارتند از :
1ـ امواج طولي يا فشاري Longitudinal or compression waves
2ـ امواج برشي يا عرضي Shear or transverse waves
3ـ امواج سطحي يا ريلي Surface or Rayleigh waves
4ـ امواج صفحهايي يا لمب Plate or Iamb waves
حركت ذرات و جهت انتشار در امواج طولي
حركت ذرات و جهت انتشار در امواج عرضي
حركت ذرات و جهت انتشار در امواج سطحي
حركت ذرات و انتشار در امـــواج لمب
رابطه ميان زاويه تابش، زاويه شكست و زاويه بازتاب
حالت تبديل و زاويه امواج در آزمون تماسي
جدول واگرايي اشعه تراگذار در فولاد بر اساس فركانس و قطر
اثر ولتاژ متناوب بر ضخامت و ارتعاش بلوره
چيدمان الكترودهاي بلوره ، مونتاژ بلوره
تكنيك بازتاب يك واحدة تحقيق
واحدهاي دوگانه تحقيق در بازرسي قطعات با شكل نامنظم كابرد دارند
واحدهاي تحقيق زاويهدار به منظور ايجاد امواج برشي در صفحات تخت و ميلهها
امواج سطحي پوسته خارجي قعطه را ميپيمايند.
روش عبوري با استفاده از دو واحد تحقيق ، مشاهده ميگردد امواج فراصوتي توسط ناپيوستگي تضعيف ميشوند
توليد امواج برشي با استفاده از آزمون غوطه وري به روش پرتومايل
عبور كامل براي قطعه مدّور پوشش شده از طريق آزمون غوطه وري
چند نمونه از پروبهاي تخصصي آزمون غوطه وري
قطعات مرجع فاصله ـ دامنه
پارامترهاي كاليبراسيون
نمونهايي از فرم بازرسي مربوط به آزمون فراصوتي در جدول آمده است
برای دانلود فایل pdf تست UT ، بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
نمودار تعادلي آهن وكربن ساخت وتولید
فولادها گروهي از آلياژهاي آهن- كربن وعناصر ديگرند كه بيشترين كاربرد را در صنعت دارند. يكي از مهمترين دلايلي كه فولادها كاربرد زيادي در صنعت دارند اين است كه مي توان به وسيله روشهاي مختلف عملياتهاي حرارتي طيف وسيعي از خواص گوناگون را در فولادها به وجود آورد.
به عنوان مثال اگر فولادي با 8/0 درصد كربن را به مدت 24 ساعت در 1000 درجه سانتي گراد حرارت دهيم و سپس به آهستگي در طول 24ساعت آن را به دماي 25 درجه سانتيگراد برسانيم وسرد كنيم آنگاه فولاد يادشده داراي استحكام تسليم 448 مگا پاسكال خواهد بود. حال اگر همان فولاد را يك ساعت در دماي 1000 درجه سانتيگراد حرارت دهيم و سپس خيلي سريع آن را به وسيله آب تا دماي 25 درجه سانتي گراد سرد کنیم آنگاه استحكام تسليم فولاد ياد شده تا 2070 مگا پاسكال افزايش يافته و انعطاف پذيري تا 1درصد كاهش مي يابد.
پس مي توان به اين نتيجه رسيد كه كاربرد وسيع فولادها ناشي از خواص كاملأ متنوع آنهاست كه به كمك تغيير درصد كربن ودرصد عناصر آلياژي ويا تغيير نوع عمليات حرارتي امكان پذير است.
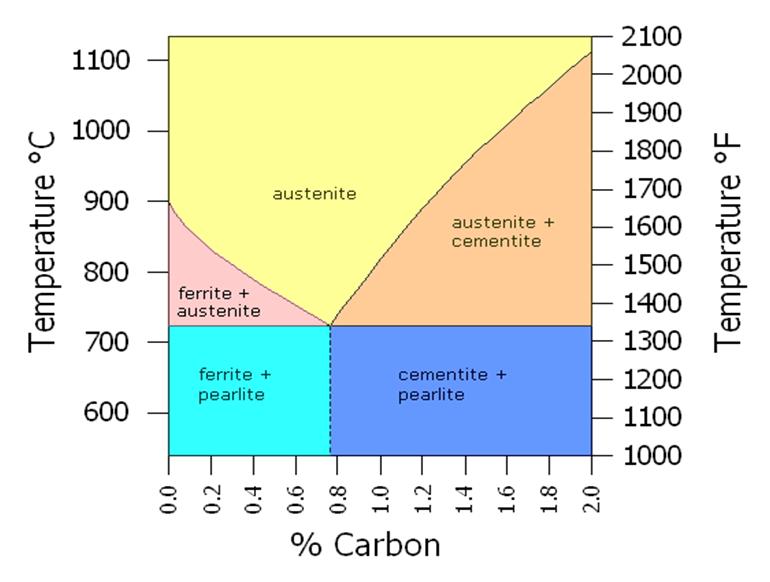
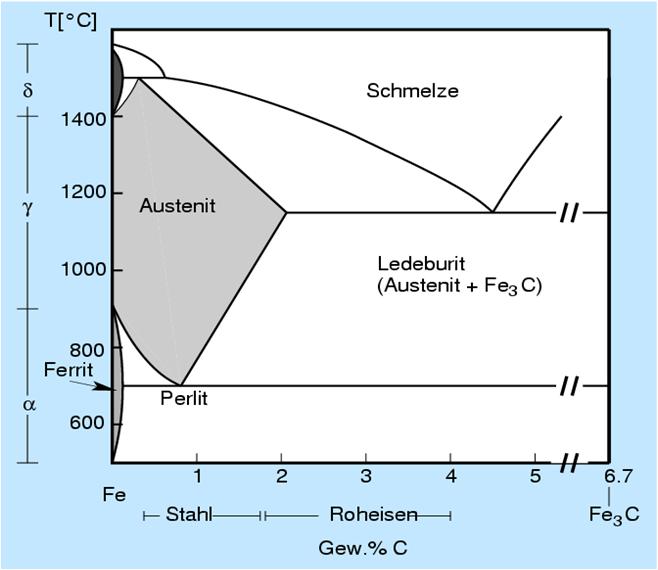
شكل زیر نمودار آهن كربن را براي درصدهاي مختلف كربن از صفر تا 7 درصد نشان ميدهد. فولادها آلياژهاي آهن كربن و عناصر ديگر بوده كه داراي كمتر از 2 درصد كربن هستند. بنابراين قسمتي از نمودار كه داراي كمتر از 2 درصد كربن است بيشترين اهميت را درباره عمليات حرارتي فولادها دارد. آلياژهايي كه بيشتر از 2 درصد كربن داشته باشند به چدن موسوم اند.
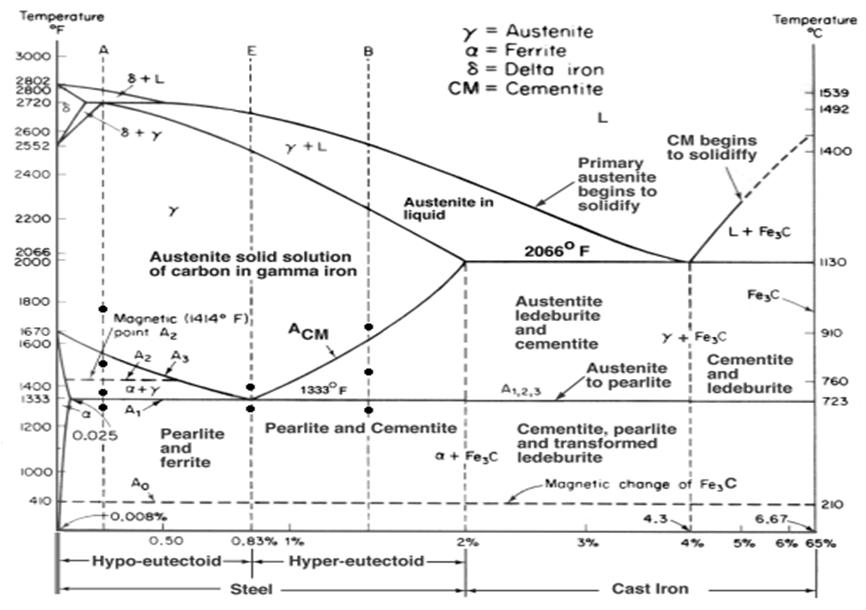
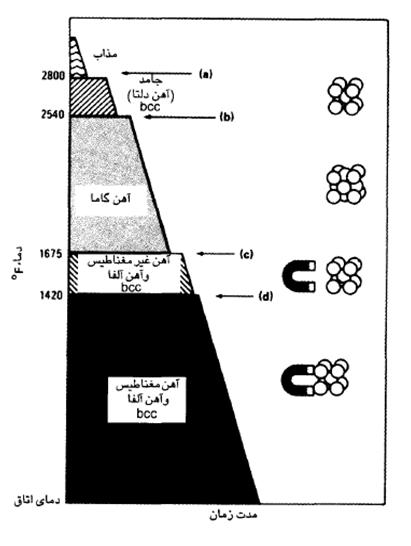
آلوتروپ هاي آهن:
آهن آلفا يا آهن فريتي
آهن گاما يا آهن آستنیتي
آهن دلتا
برای دانلود فایل پاور پوینت نمودار آهن و کربن بر روی لوگوی
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
سرفصل رشته ساخت و توليد ماشين افزار کارداني پيوسته
مشخصات کلی ،یرنامه و سر فصل دروس رشته ساخت وتولید - گرایش ماشین ابزار
برای دیدن بقیه متن و دانلود فایل بر روی لوگوی زیر کلیک کنید
password فایل : mandp.loxblog.com
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir/
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
جزوء درس ترمودینامیک 1

برای دانلود فایل بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
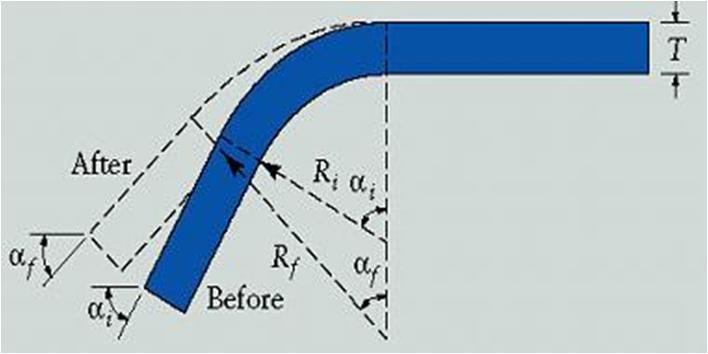
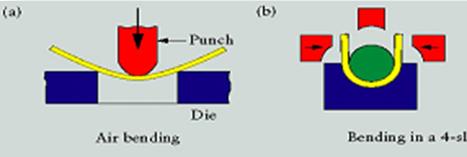
فرایند خمکاری فرایند شکل دهی Bending process
به دسته ای از فرایندهای شکل دادن سرد گفته می شود که در این فرایند
در این فرایند تنش اعمالی بیش از تنش های تسلیم وکمتر از تنش های کشش نهایی قطعه می باشد
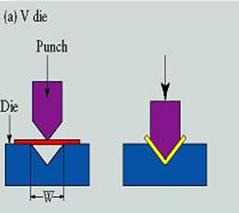
درخمکاری می توانیم برای جلوگیری از آسیب به قطعه از روش سنبه و ماتریس استفاده کرد
با کاهش شعاع خم یا افزایش ضخامت میله فاز در معرض تنش های کششی بزر گی قرار خواهد گرفت
هرگاه تنش های کششی بیشتر از تنش های فشاری شود قطعه کار خواهد شکست
باید تنش های کششی سطح خارجی را برای جلوگیری از شکست در یک حد مجاز نگه داشت
فرایند برگشت فنری در خمکا ری
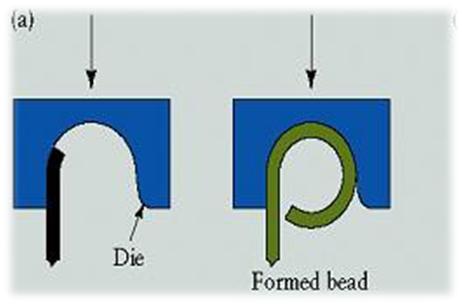
فرایند لبه دار کردن درخمکاری
انواع خمکاری
Bending Animation
Springback Animation
توضیحات کامل در مورد فرآیند خمکاری در ادامه مطلب
همچنین فایل پاور پوینت فرایند خمکاری در ادامه مطلب برای دانلود وجود دارد
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
![]()
اصول شکل دهی فلزات
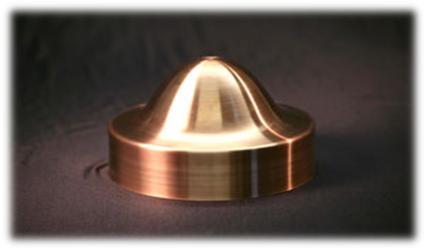
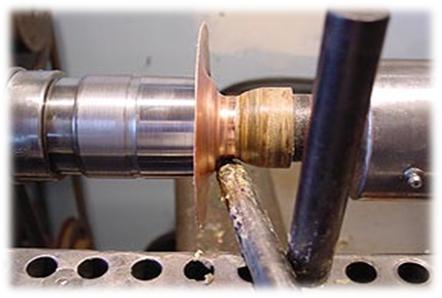
شکل دهی چرخشی به دسته ایی از فلزی گفته میشود که در آن قطعات متقارن محوری توسط یک سنبه دوار که دارای سرعت چرخشی زیادی است ویک ابزار مدور یا غلطک شکل داده می شوند. به ديگر بيان شكل دادن چرخشي عبارت است از شكل دهي قطعاتي كه روي يك سنبه يا شاه ميله همراه با يك ابزار يا غلطك داراي تقارن چرخشي هستند.
تاريخچه
اسپينينگ يكي از قديمي ترين فرايند هاي توليد محدود و دسته اي براي قطعات متقارن و تو خالي مي باشد كه بسيار اقتصادي و ارزان مي باشد . اسپينينگ توسط مصريان با ستان براي ساخت بشقاب هاي نقره اي مورد استفاده قرارگرفته شده بود . اما استفاده صنعتي از اسپينينگ فلزات در ابتداي قرن دهم ميلادي توسط چيني ها اغاز شده است .و اين صنعت اولين بار در سال 1340 ميلادي به جهان غرب معرفي شد تا اينكه در سال 1840م اين روش توليد وارد صنعت امريكا شد.
در ادامه ی مطلب
(((((( در فایل پاورپوینتی که در ادامه ی مطلب آمده در مورد فرایندهای شکل دهی چرخشی توضیحاتی کامل داده شده است که بعضی از عنوانهایی که در مورد آنها همراه با شکل مربوط توضیح داده شده در زیر آمده است....
انواع فرایند شکل دهی چرخشی
انواع روشهای اسپينينگ
كاربردها و محصولات اسپينينگ
لوازم خانگي: ظروفي همچون :ديگ ،ليوان ، پارچ ، قابلمه و..... .و ظروف تزييني همچون : گلدان ، جام و.....
صنايع هواپيما سازي : ساخت برخي از قطعات هواپيما مانند ورودي هواي توربو جت و .....
صنايع خودرو سازي: انواع پولي هاي تسمه خور و رينگ تايرها و...با روش هاي اسپينينگ قابل توليد هستند
صنايع نظامي :بدنه ي برخي موشك ها ،كلاهك آيروديناميكي برخي راكت ها و محفظه ي احتراق موتور انواع موشك ها و......
ساير محصولات: انواع قطعات صنعتي ، انواع كپسول هاي گاز مايع، ديش هاي انتن ماهواره و.......
اسپينينگ دستي
جنس هاي مختلفي كه قابليت اسپينينگ را دارند
ماشين هاي اسپينينگ دستي ))))))





ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
![]()
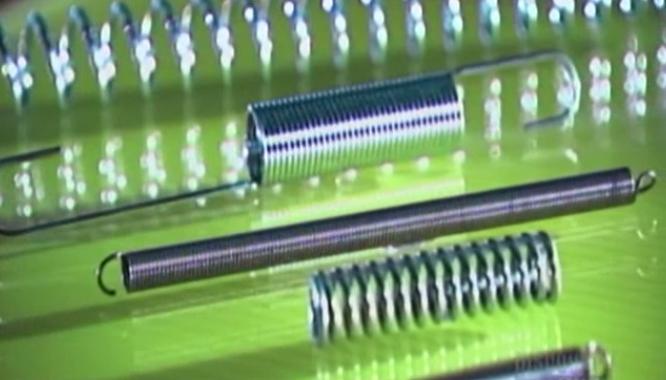
فرآیند تولید فنر spring فیلم مستند فرآیند تولید فنر spring
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دانلود فیلم بر روی لوگوی زیر کلیک کنید
![]()
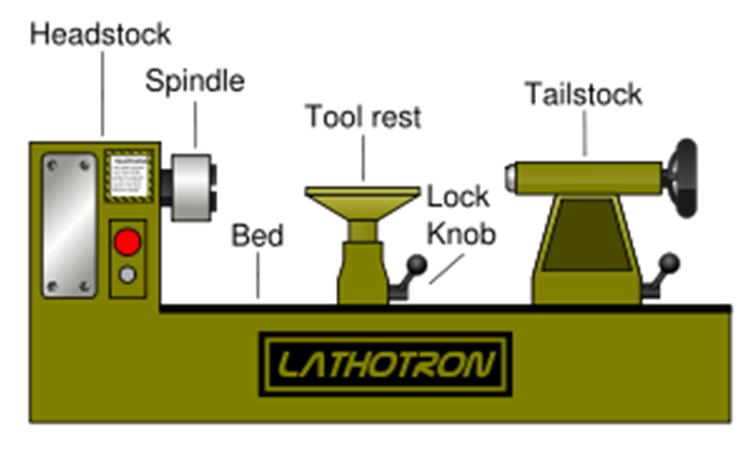
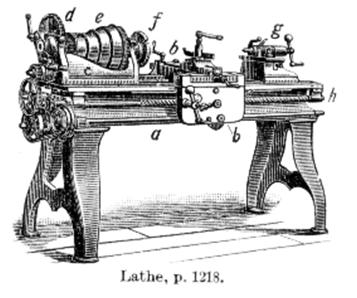
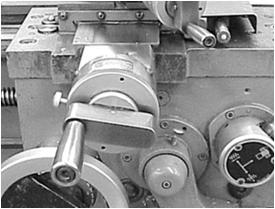
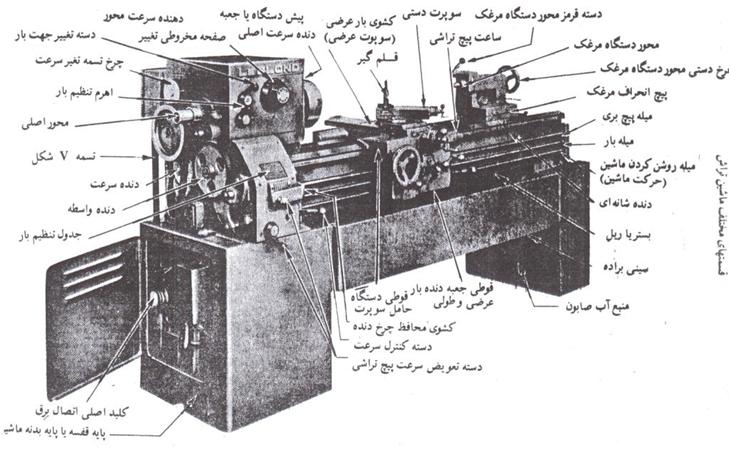
ماشین تراش Lathe



تاریخچه ماشین تراش
ماشین های تراش که ابتدایی ترین نوع ماشینهای افزار بشمار می روند، تاریخچه آن بین قرن 17 و 18 شروع شده که در ابتدا معمولی ترین و یا قدیمی ترین روش تراش، تراشیدن چوب بوسیله درخت بوده است. بدین معنی که دو سر چوب را بین دو درخت قرار داده و یک طناب به شاخه درخت بسته و آنرا حول چوب مورد نظر پیچیده و طرف دیگر طناب را شخص دیگری گرفته و با دست طناب را به حرکت در می آورد شخص دومی که در طرف مقابل قرار گرفته با رنده چوب را می تراشید این قدیمی ترین روش تراش چوب بوده است.
اولین ماشین تراش در سال 1740 در فرانسه ساخته شد. در این ماشین وسیله چرخش محور اصلی بوسیله دست بود، یک دست گرداننده محور آن ( محور کار ) مستقیما روی دستگاه که به محور اصلی متصل است توسط دو چرخ دنده ساده به میله پیچ بری متصل می باشد قرار گرفته است. در این نوع ماشین برای تعویض چرخ دنده های متفاوت جهت پیچ تراشی پیچ های متفاوتی پیش بینی شده بود.
در سال 1796 یک انگلیسی به نام فیدمن برای اولین مرتبه ماشین تراشی ساخت که دارای میله پیچ بری بود، که با عوض کردن چرخ دنده های روی محور اصلی و محور پیچ بری می توانست پیچهای مختلفی را بسازد.
در سالهای 1800 و 1830 در ایالات متحده امریکا ماشینهای تراشی ساخته شد که با بدنه چوبی و پایه آهنی مجهز بود.درسال 1836 شخصی به نام پانتون در ماساچوست آمریکا ماشین تراشی با میله پیچ بری ساخت. در سال 1853 شخصی به نام فریلند در نیویورک ماشین تراشی با ریلهایی بطول 20 فوت که کارهایی به قطر 10 اینچ را می توانست بتراشد ساخت بدنه آهنی و درشت آن جایگاه چرخ دنده های تعویضی بود.
بعد از مدتی ماشینهای بهتری از نظر قدرت و دورهای بیشتری ساخته شد که بنام ماشینهای تراش جعبه دنده ای معروف است . این ماشینها دارای جعبه دنده دور و نیز جعبه بار می باشد. که به آسانی می توان ماشین را خودکار نمود و کارهای مختلف را تراشید.
قسمتهای مهم کنترل و تنظیم کننده ماشین تراش
چرخ دستی حامل سوپرت طول
این چرخ دستی در قسمت جلو قوطی دستگاه حامل سوپرت طولی قرار دارد که می توان بوسیله آن دستگاه حامل سوپرت طولی را در طول بین دستگاه مرغک و دستگاه حرکت داد. وظیفه اصلی این چرخ دستی تنظیم و قرار دادن ابزار برش در هر قسمت دلخواه است، قبل از اینکه به کار بار خود کار داده شود.
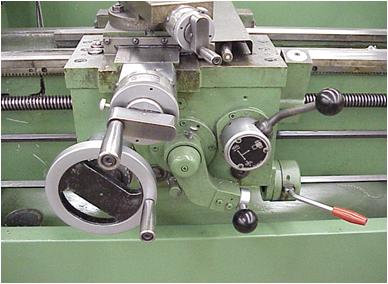
چرخ دستی دستگاه مرغک
بوسیله چرخ دستی دستگاه مرغک می توان محور آنرا تغییر مکان داد. چرخش آن معمولا با دست صورت می گیرد. با چرخاندن چرخ دستی ، مرغک ثابت محور می تواند داخل جا مرغک که در پیشانی سمت راست قطعه کار قرار دارد جابگیرد. بعلاوه چرخش چرخ دستی موافق عقربه ساعت نیز سبب می گردد که محور (مرغک در داخل محور محکم شود.) بسمت قطعه کار جلو برود. از طرف دیگر در صورت سوار کردن مته در داخل محور دستگاه مرغک ضمن چرخاندن دسته آن می توان، در پیشانی کار سوراخ و یا مته مرغک زد .

در ادامه ی مطلب ........
(((((((( قسمتهای مهم کنترل و تنظیم کننده ماشین تراش
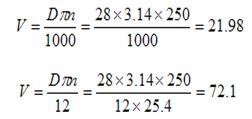
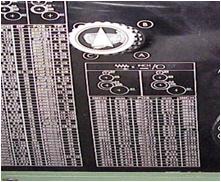
کنترل بار- سوپرت دستی صفحه مخروطی تغییر محور اصلی -جدول مقدار پیشروی رنده
وظیفه اصلی ماشین تراش-اساس ماشینهای تراش- نیروهائیکه بر ابزار برش اثر می گذارند-سرعت برش مناسب برای هر ماشین به عواملی بستگی دارد-مقدار سرعت برش از فرمول..... به دست می آید-تعیین دور ماشین توسط دیاگرام-
انواع ماشین های تراش و ساختمان آنها
ماشین تراش کوچک مرغک دار.ماشین های تراش ابزار سازی-ماشینهای تراش معمولی نرم شده- ماشین های تراش با قطر کارگیر و طول زیاد-ماشین تراش پیشانی تراش-ماشین تراش عمودی
اجزاء اصلی ماشین تراش و وظیفه هریک
ریل (میز)ماشین- دستگاه یاطاقان محور اصلی (پیش دستگاه با جعبه دنده سرعت)-دستگاه مرغک- دستگاه حامل سو پرت- جعبه دنده بار (گیربکس)



فایل آماده PPT پاور پوینت power point همین مطلب ))))))))
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برای دیدن بقیه متن و همچنین برای دانلود فایل آماده power point همین مطلب بر روی لوگوی زیر کلیک کنید
![]()
فرآیند تولید اره saw فیلم مستند فرآیند تولید اره saw

ساخت و تولید
MandP
--علی شهروی--
برای دانلود فیلم بر روی لوگوی زیر کلیک کنید
![]()
فرآیند تولید پیستون piston فیلم مستند فرآیند تولید پیستون piston
.JPG)
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فیلم بر روی لوگوی زیر کلیک کنید
![]()
فرآیند تولید زنجیر chain فیلم مستند فرآیند تولید انواع زنجیر chain

ساخت و تولید
MandP
--علی شهروی--
برای دانلود فیلم بر روی لوگوی زیر کلیک کنید
![]()
چطور میشه با ماشين تراش جاي خار (keyway) ايجاد کرد
در حالي که ماشين تراش حرکت دوراني دارد.
با مشاهده فیلم آموزشی که تو این پست گذاشتم شما هم یاد میگیرید که با ماشین تراش جای خار ایجاد کنید.....




ساخت و تولید
MandP
--علی شهروی--
برای دانلود فیلم آموزشی روی لوگوی زیر کلیک کنید
![]()
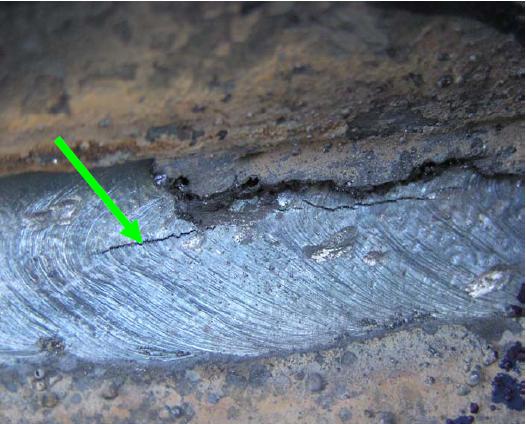
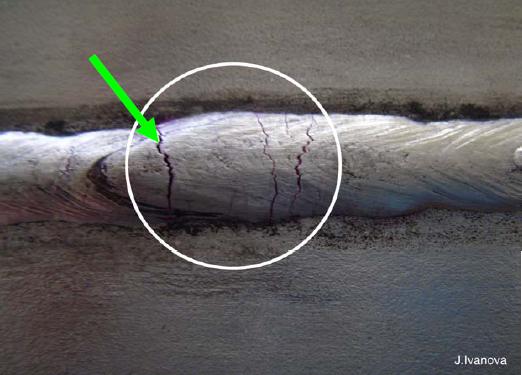
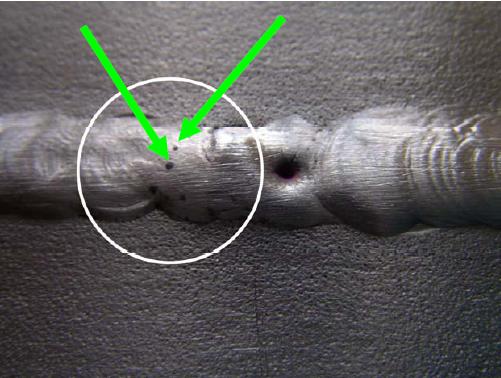
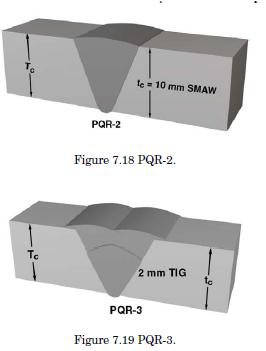
عیوب جوش و محدوده پذیرش براساس استاندارد ISO 5817
بررسی عیوب زیر در فایل pdf در ادامه مطلب
ترک Crack
حفرات سطحی Surface pore
چاله انتهایی جوش End crater pore
ذوب ناقص Lack of fusion or incomplete fusion
نفوذ ناقص در پاس ریشه Incomplete root penetration
بریدگی لبه جوش Undercut
انقباض ریشه جوش shrinkage groove
فاز جوش اضافی Excess weld metal
نفوذ اضافی Excess penetration
زاویه نامناسب گرده جوش Incorrect weld toe
سر ریز شدن فلز جوش Over lap
سوختگی از کنار Burn hrough
ساق جوش نا مساوی Excessive asymmetry F.W
تقعر ریشه جوش Root concavity
تخلخل در ریشه جوش Root porosity
شروع ضعیف قوس Poor restart
گلویی جوش نا کافی Insufficient throat thickness
لکه قوس Stray arc
پاشش Spatter
عدم تقارن زاویه ای Angular misalignment
بازشدگی نا صحیح ریشه Incorrect root gap F.W
عدم تقارن خطی Linear misalignment
گلویی اضافی جوش Excessive throat thickness
تخلخل خوشه ای Cluster porosity
سوراخهای کرمی شکل Worm holes
ناخالصیها Solid-Slag-Flux-Oxide inclusions



ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
![]()
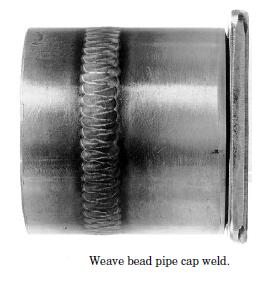
پروژه wps جوشکاری
فایل pdf جوشکاری با زبان اصلی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
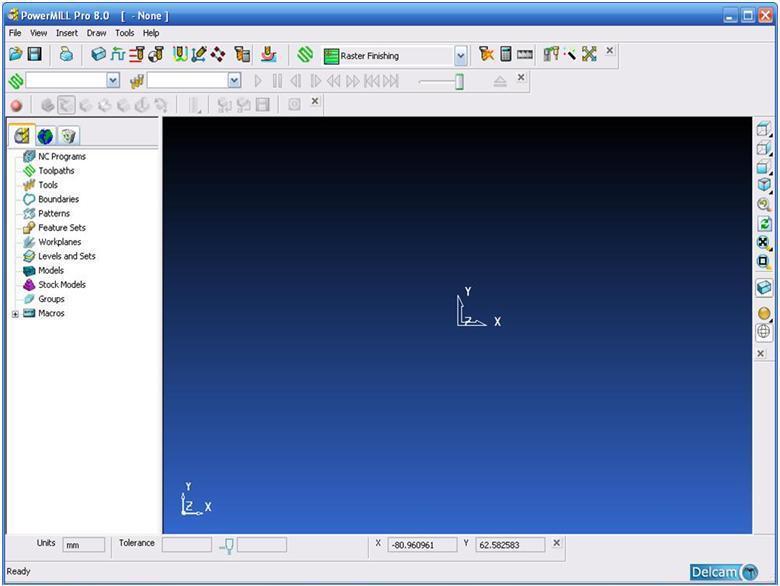
تولید برنامه CNC به طور اتوماتیک با استفاده از نرم افزارهای CAD/CAM
آموزش نرم افزار PowerMill
تولید برنامه CNC به طور اتوماتیک با استفاده از نرم افزارهای CAD/CAM جدیدترین و پیشرفته ترین روش تهیه این برنامه ها می باشد .در این حالت تمامی مراحل عملیات تهیه برنامه CNC از برنامه ریزی فرایند تا چک کردن و ارزیابی آن همگی از طریق پرسش و پاسخ میان اپراتور و نرم افزار بطور اتوماتیک به شرح زیر انجام می شود.
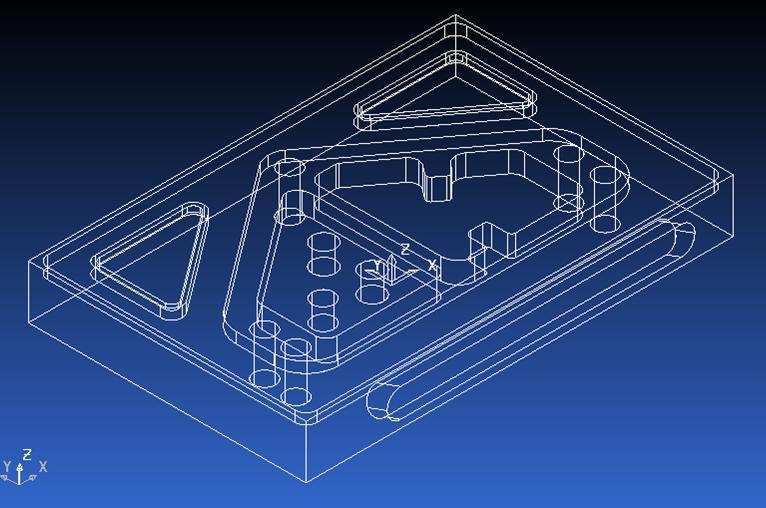
تهیه مدل CAD قطعه
اولین گام ،مدل سازی هندسی سطوح ماشین کاری شونده قطعه مورد نظر با استفاده از یک نرم افزار CAD می باشد
آماده سازی مسیر حرکت ابزار
ماشین کاری سطح پیچیده یک قطعه توسط یک ماشین فرز CNC ممکن است در چند مرحله انجام شود.اگر حجم فلزی که می بایست از روی بلوک ماده خام برداشته شود زیاد باشد،حداقل در دو مرحله خشن تراشی و پرداخت این کار می بایست انجام پذیرد.بنابراین برای هر کدام از عملیات فوق اندازه شعاع ابزار فرز و سایر مراحل تهیه مسیر حرکت ابزار متفاوت خواهد بود.
مراحل تهیه مسیر حرکت ابزار به شرح زیر است:
- تعیین نوع ابزار و قطر آن
- تعیین استراتژی ماشین کاری
- تعیین اضافه گوشت ماشین کاری و تلرانس آن
- تعیین ارتفاع زبری /برجستگی و تلرانس آن
- تعیین ارتفاع پله عمودی و تلرانس آن
ارزیابی مسیر حرکت ابزار
پس از تهیه فایل مسیر حرکت ابزار به منظور حصول اطمینان از عدم برخورد ابزار و یا حرکت های نا بجای آن ضروری است که مسیر حرکت تهیه شده کنترل شود.کاربر می تواند این کار را به طور اتوماتیک توسط نرم افزار انجام داده و نحوه حرکت ابزار نسبت به قطعه کار را بصورت شبیه سازی شده بر روی صفحه نمایش کامپیوتر مشاهده کند و تغییرات و اصلاحات احتمالی را انجام دهد.
پس پردازش
پس پردازنده بخشی از یک نرم افزار CAM است که وظیفه آن ترجمه و تبدیل فایل مسیر حرکت ابزار به یک برنامه CNCقابل فهم برای یک ماشین CNC با یک مارک و مدل کنترلر بخصوص است.
آموزش نرم افزار PowerMill
PowerMill نرم افزاری بسیار قدرتمند ساخت شرکت delcam است.برنامه ای است برای تهیه G-code و ماشینکاری توسط دستگاههای CNC .از قابلیت های این نرم افزار ترسیم خطوط حرکت ابزار بر روی قطعه کار به صورت سه بعدی است که کاربر می تواند در هر مرحله کار روی قطعه کار(خشن تراشی و پرداخت) آن را مشاهده کند
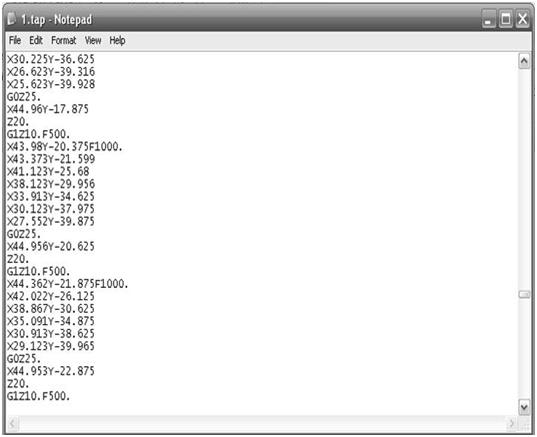
برای دانلود فایل چگونگی کار با نرم افزار PowerMill بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
--علی شهروی---
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
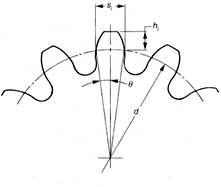
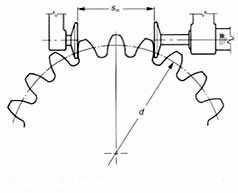
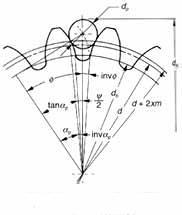
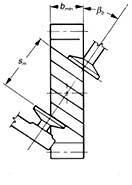
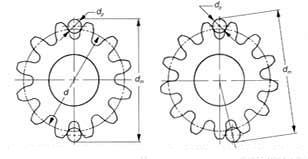
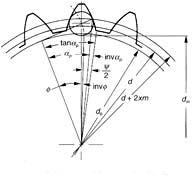
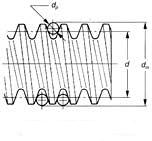
اندازه گيري دستي چرخ دنده و فرمول هاي آن-مقاله انگلیسی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
مجموعه ی از انواع میکرومتر- عکس میکرومتر-مقاله انگلیسی






ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
مجموعه پرسش پاسخ دینامیک مریام
ساخت و تولید
MandP
--علی شهروی--
برای دانلود بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
پروژه درس دینامیک ماشین
تحلیل سینماتیک ربات های SCARA به کمک نرم افزار ADAMS/view

ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی قالب های صنعتی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی آموزشگاه علوم رایانه
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی کافی نت
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی طراحی نرم افزار وصفحات وب
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید ترانس مهتابی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی گالوانیزاسیون گرم قطعات فولادی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی شناور باربری فایبرگلاس
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی ریخته گری قطعات چدنی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید ساچمه فولادی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید پروفیل رنگی آلومینیوم
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید الکترود
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تولید اکسیژن طبی و صنعتی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
طرح توجیهی و پروژه کارآفرینی کاملا رایگان
طرح توجیهی و پروژه کارآفرینی تراشکاری وقالب سازی وقطعه سازی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل به ادامه مطلب بروید
مژده .........طرح توجیحی....پروژه کارآفرینی
مژده .........طرحهای توجیحی..و..پروژه کارآفرینی کاملا رایگان در mandp.loxblog.com
طرح توجیهی و پروژه کارآفرینی تراشکاری وقالب سازی وقطعه سازی
طرح توجیهی و پروژه کارآفرینی تولید اکسیژن طبی و صنعتی
طرح توجیهی و پروژه کارآفرینی تولید الکترود
طرح توجیهی و پروژه کارآفرینی تولید پروفیل رنگی آلومینیوم
طرح توجیهی و پروژه کارآفرینی تولید ساچمه فولادی
طرح توجیهی و پروژه کارآفرینی ریخته گری قطعات چدنی
طرح توجیهی و پروژه کارآفرینی شناور باربری فایبرگلاس
طرح توجیهی و پروژه کارآفرینی قالب های صنعتی
طرح توجیهی و پروژه کارآفرینی گالوانیزاسیون گرم قطعات فولادی
طرح توجیهی و پروژه کارآفرینی تولید ترانس مهتابی
طرح توجیهی و پروژه کارآفرینی طراحی نرم افزار وصفحات وب
طرح توجیهی و پروژه کارآفرینی کافی نت
طرح توجیهی و پروژه کارآفرینی آموزشگاه علوم رایانه
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
اسکرین سیور برای اونایی که عاشق مکانیک هستند
Screen Sever-Engine
ساخت و تولید
MandP
--علی شهروی--
برای دانلود برنامه بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
برنامه نویسی پاسکال با برنامه توربو پاسکال Turbo Pascal V7
ساخت و تولید
MandP
--علی شهروی--
برای دانلود برنامه بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
نمونه سوال مقاومت (1)
ساخت و تولید
MandP
--علی شهروی--
برای دانلود بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
نمونه سوال دینامیک
ساخت و تولید
MandP
--علی شهروی--
برای دانلود بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
